Bạn đã từng nhìn một bản vẽ đầy ký hiệu và không biết bắt đầu từ đâu? Cách đọc bản vẽ cơ khí là kỹ năng hiểu bản vẽ kỹ thuật, nhận diện hình chiếu, diễn giải dung sai và kiểm tra độ nhám bề mặt để gia công, lắp ráp hoặc nghiệm thu chi tiết đúng yêu cầu. Cập nhật tháng 5/2026, kỹ năng này vẫn là nền tảng của thiết kế và sản xuất cơ khí.
Bản Vẽ Nói Gì Trong 30 Giây Đầu?
Trong 30 giây đầu, hãy đọc khung tên, vật liệu, tỷ lệ, phương pháp chiếu và trạng thái sửa đổi để biết bản vẽ thuộc loại nào, ai phát hành và chi tiết cần được gia công theo điều kiện nào.

Bản vẽ cơ khí không chỉ là hình minh họa. Nó là tài liệu sản xuất có ràng buộc kỹ thuật, dùng để truyền đạt hình dạng, kích thước, vật liệu, dung sai, phương pháp kiểm tra và điều kiện hoàn thiện bề mặt.
Theo TCVN 7285:2003 tương đương ISO 5457:1999, khổ giấy và cách trình bày tờ giấy vẽ được quy định để bản vẽ có bố cục thống nhất. Theo TCVN 8-1:2015, nguyên tắc biểu diễn bản vẽ kỹ thuật tại Việt Nam dựa trên hệ thống ISO 128.
| Mục cần đọc | Vị trí thường gặp | Dữ liệu cần lấy | Ví dụ cụ thể | Rủi ro nếu bỏ qua |
|---|---|---|---|---|
| Tên chi tiết | Khung tên góc phải dưới | Mã, tên, phiên bản | Trục D25 Rev.B | Gia công nhầm phiên bản |
| Vật liệu | Khung tên hoặc ghi chú | Mác vật liệu, xử lý nhiệt | S45C, SUS304, A6061-T6 | Chọn sai dao, sai chế độ cắt |
| Tỷ lệ | Khung tên | 1:1, 1:2, 2:1 | Hình trích 5:1 | Đo trực tiếp trên giấy rồi suy sai |
| Đơn vị | Ghi chú chung | mm, inch | Unless otherwise stated: mm | Nhầm inch sang mm |
| Phương pháp chiếu | Ký hiệu hình nón cụt | Góc thứ nhất hoặc thứ ba | ISO first-angle | Đặt sai vị trí hình chiếu |
| Dung sai chung | Ghi chú kỹ thuật | ±0.1, ISO 2768-m | Kích thước không ghi dung sai | Kiểm tra thiếu tiêu chí |
| Dung sai lắp ghép | Trên kích thước chức năng | H7, g6, js6 | Ø25 H7 | Lỗ/trục không lắp được |
| Độ nhám | Trên bề mặt hoặc góc bản vẽ | Ra, Rz, hướng vân | Ra 1.6 | Bề mặt đạt kích thước nhưng sai chức năng |
| Hình cắt | Ký hiệu A-A, B-B | Vị trí mặt phẳng cắt | Section A-A | Không thấy rãnh, lỗ trong |
| Ghi chú xử lý | Ghi chú chung | Mạ, tôi, sơn, anodize | Hardness 45–50 HRC | Hoàn thiện thiếu công đoạn |
| Rev sửa đổi | Bảng revision | Ngày, nội dung thay đổi | Rev.C đổi lỗ Ø8 thành Ø10 | Sản xuất theo bản cũ |
| Số lượng | Khung tên hoặc BOM | Qty, item no. | Qty 12 | Cắt thiếu phôi, đặt sai vật tư |
Khung tên: vùng thông tin hành chính và kỹ thuật của bản vẽ, thường chứa tên chi tiết, mã bản vẽ, vật liệu, tỷ lệ, người vẽ, người kiểm tra và lịch sử sửa đổi.
Dung sai chung: mức sai lệch cho các kích thước không ghi dung sai riêng. Nếu không đọc dòng này, người gia công dễ kiểm tra thiếu hoặc làm quá chính xác, gây tốn thời gian.
Khi hướng dẫn thợ mới trong xưởng, chúng tôi thường yêu cầu che toàn bộ hình chiếu và chỉ đọc khung tên trong 1 phút. Bài tập này giúp phát hiện rất nhanh người đọc có thói quen “nhảy ngay vào hình” hay không. Với bản vẽ xuất khẩu, chỉ một dòng đơn vị inch hoặc một ký hiệu góc chiếu khác đã đủ làm sai cả lô chi tiết.
⚠️ Lưu ý: Không dùng thước đo trực tiếp trên ảnh chụp, file PDF bị co giãn hoặc bản vẽ scan. Luôn ưu tiên kích thước ghi trên bản vẽ, vì tỷ lệ in và độ méo ảnh có thể làm lệch kết quả vài phần trăm.
Có thể bạn quan tâm: Bản Vẽ Nhà Đẹp: Cách Chọn Hồ Sơ Đúng Công Năng Và Dự Toán 2026
Đọc Hình Chiếu Và Mặt Cắt Theo Luồng Nào?
Hãy đọc hình chiếu chính trước, sau đó đối chiếu hình chiếu bằng, hình chiếu cạnh, hình cắt và hình trích để dựng lại hình dạng 3D trong đầu trước khi đọc kích thước chi tiết.

Hình chiếu chính thường thể hiện nhiều đặc điểm nhất của chi tiết. Từ hình này, bạn xác định chiều dài, chiều cao, lỗ xuyên, rãnh, bậc vai, mặt chuẩn và phần đối xứng.
Quy trình đọc nên đi theo 6 bước:
- Xác định hình chiếu chính và phương pháp chiếu đang dùng.
- Tìm các hình chiếu phụ, hình chiếu riêng phần hoặc hình trích.
- Đánh dấu các đường tâm, trục đối xứng và mặt chuẩn.
- Đọc hình cắt A-A, B-B để thấy phần rỗng, rãnh trong, lỗ bậc.
- Ghép thông tin từ ít nhất 2 hình chiếu trước khi kết luận hình dạng.
- Kiểm tra lại với kích thước tổng thể để tránh dựng sai tỷ lệ hình học.
| Tiêu chí | Hình chiếu góc thứ nhất | Hình chiếu góc thứ ba | Cách kiểm tra trên bản vẽ |
|---|---|---|---|
| Vị trí hình chiếu bằng | Đặt dưới hình chiếu đứng | Đặt trên hình chiếu đứng | Nhìn ký hiệu phương pháp chiếu |
| Vị trí hình chiếu cạnh phải | Đặt bên trái hình chiếu đứng | Đặt bên phải hình chiếu đứng | So vị trí mặt nhìn từ phải |
| Thường gặp | ISO/TCVN truyền thống, nhiều bản vẽ đào tạo | JIS/ASME, bản vẽ xuất khẩu, doanh nghiệp Nhật/Mỹ | Không suy đoán theo quốc gia |
| Rủi ro chính | Nhầm trái/phải khi đọc bản nhập khẩu | Nhầm vị trí mặt nếu quen ISO | Lắp sai lỗ, sai rãnh đối xứng |
| Cách đọc an toàn | Đọc ký hiệu trước khi dựng hình | Đọc ký hiệu trước khi dựng hình | Ghi chú lại “first” hoặc “third” |
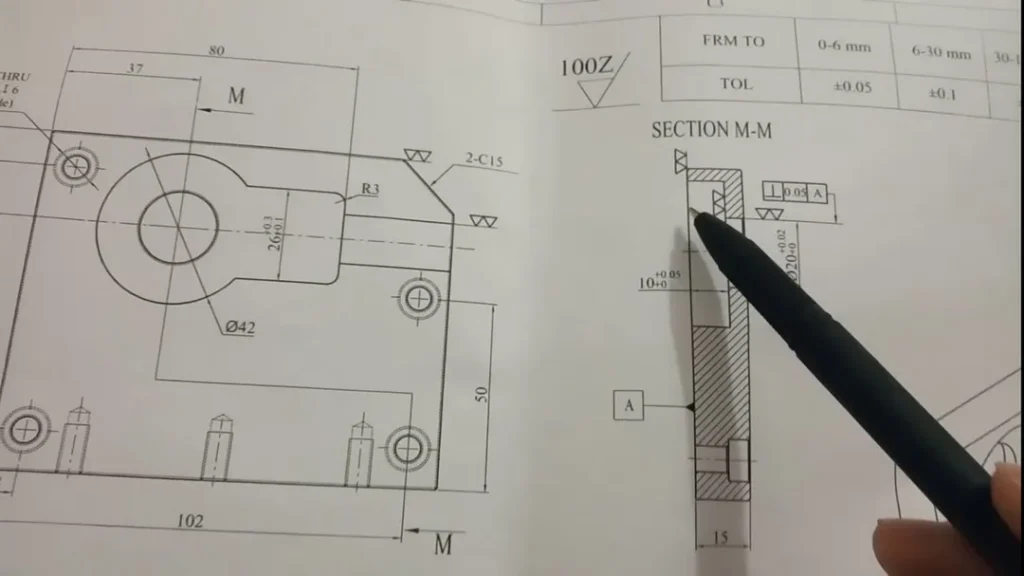
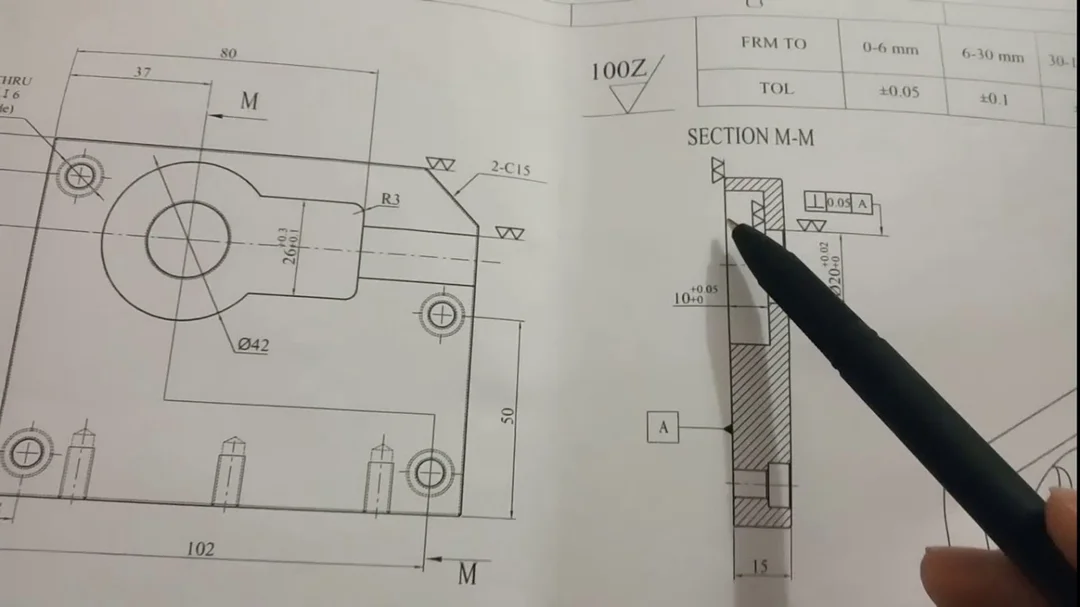
Hình cắt và mặt cắt có vai trò khác nhau. Mặt cắt chỉ biểu diễn đường bao trên mặt phẳng cắt; hình cắt cho thấy cả mặt cắt và phần vật thể phía sau mặt phẳng cắt. Với chi tiết có lỗ bậc, rãnh then hoặc khoang trong, bỏ qua hình cắt gần như chắc chắn dẫn đến đọc thiếu kết cấu.
Một lỗi thực tế chúng tôi gặp nhiều ở bản vẽ đồ gá là người đọc thấy nét đứt trong hình chiếu đứng rồi tự kết luận đó là lỗ xuyên. Khi đối chiếu hình cắt, phần đó lại là rãnh kín chỉ sâu 8 mm. Nếu khoan xuyên theo suy đoán, chi tiết không thể sửa bằng hàn đắp mà phải làm lại từ phôi mới.
Xem thêm: Bản Vẽ Nhà Dùng Trong Thiết Kế Và Thi Công: Cách Hiểu Đúng 2026
Kích Thước, Dung Sai Và Nhám Đọc Ra Sao?
Kích thước cho biết “làm bao nhiêu”, dung sai cho biết “được sai bao nhiêu”, còn độ nhám cho biết “bề mặt phải hoàn thiện đến mức nào”. Ba phần này phải đọc cùng nhau, không đọc tách rời.

Theo ISO 129-1:2018, cách trình bày kích thước và dung sai trên bản vẽ 2D cần rõ ràng, nhất quán và có thể áp dụng trong môi trường kỹ thuật nhiều lĩnh vực. Với cơ khí, điều này giúp người thiết kế, xưởng gia công và bộ phận QC hiểu cùng một yêu cầu.
Kích thước nên được đọc theo ba lớp. Lớp một là kích thước bao ngoài như dài, rộng, cao. Lớp hai là kích thước chức năng như đường kính lỗ lắp bạc, khoảng cách tâm lỗ, bề mặt tựa. Lớp ba là kích thước phụ dùng để gia công hoặc kiểm tra.
Dung sai hình học lại cần đọc theo hệ quy chiếu. Theo ISO 1101:2017, dung sai hình học mô tả sai lệch về hình dạng, hướng, vị trí và độ đảo. Một khung dung sai như “vị trí Ø0.05 A B C” không thể hiểu đúng nếu chưa biết chuẩn A, B, C là bề mặt nào.
Mẹo chuyên gia: Khi gặp kích thước có dung sai chặt hơn ±0.02 mm, hãy tìm ngay chuẩn đo, phương pháp gá và nhiệt độ kiểm. Với chi tiết thép dài 300 mm, chênh nhiệt giữa khu gia công và phòng đo có thể làm kết quả kiểm khác đáng kể so với kỳ vọng xưởng.
Sai lầm phổ biến: Nhiều người mới lấy kích thước trong ngoặc làm kích thước gia công chính. Trong nhiều bản vẽ, kích thước ngoặc là kích thước tham khảo, không dùng để kiểm soát sản xuất. Nếu lấy nó làm chuẩn, chuỗi kích thước có thể bị khóa sai.
Với độ nhám, ký hiệu Ra 3.2 và Ra 0.8 không chỉ khác con số. Ra 0.8 thường cần phay tinh tốt, mài hoặc tiện tinh ổn định hơn; Ra 3.2 có thể đạt bằng gia công cắt gọt phổ thông tùy vật liệu và dao cụ. Vì vậy, đọc nhám là đọc cả chi phí công nghệ.
Từ 2025–2026, bản vẽ xuất khẩu ngày càng yêu cầu kiểm soát bề mặt rõ hơn. Hệ ISO 21920 hiện đại hóa cách chỉ định thông số nhám bề mặt và được nhắc nhiều trong tài liệu đo lường quốc tế, trong khi nhiều xưởng vẫn quen ký hiệu cũ theo ISO 1302. Khi nhận bản mới, hãy kiểm tra tiêu chuẩn đang được viện dẫn.
Chủ đề liên quan: Bản Vẽ Mặt Bằng Nhà: Cách Đọc, Lập Và Kiểm Tra 2026
Khi Chuyển Bản Vẽ Thành Quy Trình Gia Công
Một bản vẽ chỉ thực sự được đọc đúng khi bạn chuyển được nó thành thứ tự gia công, chuẩn gá, dụng cụ, nguyên công kiểm tra và tiêu chí nghiệm thu.

Sau khi hiểu hình dạng, hãy xác định bề mặt nào gia công trước để làm chuẩn. Với trục bậc, thường phải tiện mặt đầu, khoan tâm, tiện thô, tiện tinh, rồi mới mài hoặc xử lý nhiệt nếu bản vẽ yêu cầu. Với tấm có nhiều lỗ, chuẩn cạnh và thứ tự khoan quyết định độ chính xác vị trí tâm lỗ.
Video minh họa cách phân biệt bản vẽ ISO, bản vẽ Nhật và ý nghĩa các ký hiệu thường gặp trong bản vẽ cơ khí chế tạo.
Trong thực tế, một bản vẽ chi tiết đơn giản vẫn có thể tạo ra 3 quy trình gia công khác nhau. Phương án dùng CNC 3 trục, máy tiện vạn năng hay đồ gá chuyên dụng sẽ làm thay đổi cách chọn chuẩn, số lần gá, sai số tích lũy và chi phí.
Chúng tôi từng xử lý một chi tiết nhôm A6061 có 8 lỗ Ø6 trên vòng tròn chia. Người vận hành đọc đúng đường kính lỗ nhưng không đọc kỹ dung sai vị trí so với chuẩn tâm. Kết quả là 8 lỗ đều “đúng Ø6”, nhưng lắp với mặt bích đối ứng bị cấn 4 vị trí. Lỗi nằm ở chuẩn tọa độ, không nằm ở mũi khoan.
Cập nhật thị trường nhân sự 2026 cho thấy kỹ năng đọc bản vẽ vẫn có giá trị thực tế. Indeed ghi nhận mức lương trung bình kỹ sư cơ khí tại Việt Nam khoảng 15,35 triệu đồng/tháng, còn CareerViet ghi nhận mức trung vị khoảng 15,2 triệu đồng/tháng cho vị trí Mechanical Engineer. Con số cụ thể thay đổi theo tỉnh, kinh nghiệm và ngành sản xuất.
Xu hướng AI cũng đang tác động đến cách đọc bản vẽ. Một nghiên cứu công bố tháng 10/2025 về diễn giải bản vẽ kỹ thuật đa hình chiếu bằng mô hình thị giác-ngôn ngữ đã dùng 1.000 bản vẽ để nhận diện bố cục và 1.406 mẫu chú thích để huấn luyện đọc kích thước, GD&T và ký hiệu nhám. Dù vậy, người kỹ thuật vẫn phải kiểm tra logic gia công, vì AI có thể nhận ra chữ nhưng chưa chắc hiểu rủi ro gá đặt.
Bài viết liên quan: Đọc Bản Vẽ Chi Tiết: Trình Tự, Bảng Kiểm Và Lỗi Cần Tránh 2026
Lỗi Đọc Bản Vẽ Làm Hỏng Chi Tiết Nhanh Nhất
Những lỗi nguy hiểm nhất không phải lỗi nhìn thiếu nét, mà là lỗi hiểu sai chuẩn, sai góc chiếu, sai loại kích thước hoặc bỏ qua ghi chú kỹ thuật nhỏ ở góc bản vẽ.
Lỗi thứ nhất là nhầm phương pháp chiếu. Nếu bản vẽ dùng góc chiếu thứ ba nhưng người đọc quen góc thứ nhất, vị trí rãnh trái/phải có thể bị đảo. Lỗi này đặc biệt dễ xảy ra với bản vẽ từ khách hàng Nhật, Mỹ hoặc doanh nghiệp dùng chuẩn nội bộ.
Lỗi thứ hai là đọc kích thước cục bộ mà bỏ qua chuỗi kích thước. Ví dụ, ba đoạn 20 ±0.1 mm không tương đương một đoạn tổng 60 ±0.1 mm. Nếu chỉ kiểm từng đoạn, tổng chiều dài có thể vượt giới hạn lắp ráp.
Lỗi thứ ba là xem nhẹ nhám bề mặt và xử lý nhiệt. Một trục Ø25 đạt H7 nhưng bề mặt lắp bạc quá nhám vẫn có thể gây mòn nhanh. Ngược lại, yêu cầu Ra quá thấp trên bề mặt không làm việc sẽ làm tăng chi phí mà không cải thiện chức năng.
Lỗi thứ tư là không kiểm tra revision. Trong xưởng, bản PDF được gửi qua email, bản in ở máy CNC và file CAD trong thư mục dùng chung có thể không cùng phiên bản. Trước khi cắt phôi, hãy đối chiếu mã bản vẽ, ngày phát hành và ký hiệu Rev.
Lỗi thứ năm là đọc thiếu ghi chú “remove burrs”, “break sharp edges” hoặc “deburr all edges”. Ba chữ này quyết định công đoạn phá ba via. Nếu bỏ qua, chi tiết có thể lắp được nhưng gây xước gioăng, cắt tay người lắp hoặc không đạt nghiệm thu ngoại quan.
Insider tip: Với bản vẽ có nhiều lỗ, hãy khoanh tròn các lỗ có dung sai vị trí trước khi lập trình CAM. Lỗ cùng Ø8 chưa chắc cùng chức năng; lỗ bắt bulông thường rộng dung sai hơn lỗ chốt định vị. Trộn hai nhóm này sẽ làm đồ gá khó lắp hoặc mất khả năng định vị lặp lại.
Câu Hỏi Thường Gặp
Người mới nên học từ khung tên, hình chiếu, kích thước, dung sai, độ nhám và bản vẽ mẫu thật. Sau đó mới chuyển sang GD&T, bản vẽ lắp và bản vẽ gia công CNC.
Người mới học đọc bản vẽ cơ khí nên bắt đầu từ đâu?
Hãy bắt đầu từ bản vẽ chi tiết đơn giản có 3 hình chiếu, 1 hình cắt và ít dung sai. Mục tiêu đầu tiên là dựng được hình 3D trong đầu, không phải học thuộc tất cả ký hiệu cùng lúc.
Có cần biết AutoCAD hoặc SolidWorks mới đọc được bản vẽ không?
Không bắt buộc, nhưng phần mềm CAD giúp kiểm tra hình dạng nhanh hơn. Kỹ năng nền vẫn là hiểu hình chiếu, mặt cắt, kích thước, dung sai và tiêu chuẩn biểu diễn.
Bản vẽ chi tiết và bản vẽ lắp khác nhau ở điểm nào?
Bản vẽ chi tiết phục vụ gia công một chi tiết riêng, nên tập trung vào kích thước, vật liệu, dung sai và bề mặt. Bản vẽ lắp thể hiện quan hệ giữa nhiều chi tiết, vị trí lắp, số lượng và nguyên lý hoạt động của cụm máy.
Vì sao cùng một kích thước nhưng xưởng và QC hiểu khác nhau?
Nguyên nhân thường nằm ở dung sai chung, chuẩn đo hoặc ký hiệu GD&T. Nếu bản vẽ không ghi rõ chuẩn kiểm, hai bên có thể đo cùng một chi tiết nhưng đặt chuẩn khác nhau, dẫn đến kết luận khác nhau.
Mất bao lâu để đọc được bản vẽ cơ khí ở mức làm việc?
Với người học đều đặn, 4–8 tuần có thể đọc được bản vẽ chi tiết cơ bản. Để đọc tốt bản vẽ lắp, GD&T, bản vẽ xuất khẩu và bản vẽ gia công phức tạp, cần thêm thời gian thực hành với bản vẽ thật tại xưởng.
Cách đọc bản vẽ cơ khí hiệu quả bắt đầu từ việc đọc đúng thông tin nền, dựng đúng hình dạng, hiểu dung sai và liên hệ với quy trình gia công. Khi bản vẽ được đọc như một tài liệu sản xuất, sai sót giảm rõ rệt và quyết định kỹ thuật trở nên chắc chắn hơn.